
Технология изготовления советских монет
Для того чтобы правильно разобраться с происхождением разновидностей, идентифицировать их к тому, или иному классу, а также для более успешного выявления подделок монет советского чекана, необходимо знать технологию их изготовления.
Монетное производство состоит из изготовления чеканочного и гуртильного оборудования, производства заготовок монет и собственно процесса чеканки монет. Рассмотрим их по порядку:
Изготовление монеты начинается с эскиза. Художник рисует эскиз будущей монеты и представляет его на утверждение или на конкурс. После отбора лучших вариантов утверждённые эскизы передаются для изготовления штемпелей.
Изготовление штемпеля начинается с того, что скульптор лепит из воска или пластилина одностороннюю увеличенную модель монеты.
С этой «лепки», как ее называют, изготовляют гипсовую форму и отливают модель из эпоксидной смолы. В те годы, когда эпоксидная смола еще не применялась, модель получалась с гипсовой формы гальванопластическим способом. Этот способ был крайне несовершенен. На изготовление модели затрачивалось несколько дней, и нередко, при невозможности подправить, приходилось начинать весь процесс сначала.
Следующая операция выполняется уже на граверно-копировальном станке, на котором изготовляется стальной маточник. Эпоксидная модель и стальная заготовка будущего маточника укрепляются во вращающихся патронах станка. На специальном приспособлении против модели устанавливается щуп пантографа, а против стальной заготовки будущего маточника - закаленная гравировальная игла, делающая до 10 тысяч оборотов в минуту.
Работа станка несколько напоминает проигрывание патефонной пластинки. Щуп пантографа, касаясь поверхности вращающейся модели, передвигается от ее центра к краю, в то время как игла, повторяя все движения щупа, гравирует на заготовке уменьшенную копию модели.
После граверной доработки и закалки получается первичный (образцовый) маточник, которым на специальном прессе выдавливается изображение (негативное) на торцах нескольких других цилиндрических стальных заготовок - будущих образцовых штемпелей.
После токарной, граверной и термической обработок получаются образцовые штемпеля, которыми, также путем прессования, изготовляется уже несколько промежуточных маточников. На этих стадиях на образцовые штемпеля и промежуточные маточники наносятся все детали будущего изображения.
Монетный двор, на котором чеканятся миллионы монет, нуждается в большом количестве рабочих штемпелей. Изготовить их с маточников, полученных при посредстве образцовых штемпелей, невозможно, так как они быстро износились бы. Поэтому процесс продолжается - промежуточными маточниками изготовляют промежуточные штемпеля, при помощи которых получают так называемый «рабочий инструмент», т.е. - рабочие маточники, и, наконец, рабочие штемпеля для чеканки монеты. Парой рабочих штемпелей чеканится около 10 тыс. монетных кружков.
Производство заготовок монет. Монетные кружки диаметром чуть больше диаметра будущей монеты вырубаются из металлической ленты, которая автоматически подается на станок вырубки. Такой станок может заготовить свыше 2 млн. кружков в смену.
На гуртильных дисках кружки подвергаются гладкому гурчению, при котором удаляются заусенцы, кружки утолщаются по окружности, их диаметр становится несколько меньше диаметра будущей монеты.
После гурчения кружки для устранения явления поверхностного упрочнения - наклёпа, возникающего при вырубке и гурчении, отжигаются в электрической печи, отбеливаются в серной кислоте, затем промываются и сушатся.
Если предусмотрена чеканка в гладком печатном кольце, а будущая монета должна иметь гуртовую надпись или рубчатый гурт, то заготовки поступают на гуртопечаный станок, где и получают соответствующее оформление. Так чеканились медные монеты 1924 - 1925 годов, кроме полукопеек, а также все прочие, имеющие гладкий гурт или гуртовую надпись.
Если предусмотрена чеканка в рифлёном печатном кольце, операция гуртопечатания пропускается, поскольку при этом рубчатый гурт получается непосредственно в процессе чеканки монеты при заполнении полостей между рифами печатного кольца.
По сведениям И.С. Семёнова, все советские монеты достоинством в полкопейки, а также 1, 2, 3 и 5 копеечные, начиная с 1926 года, 10-, 15- и 20-копеечные, начиная с 1921 года, получали гуртовое оформление именно этим способом. Однако среди серебряных и мельхиоровых монет, чеканенных до середины 1930-х годов (в коллекции автора имеется мельхиоровая 15-копеечная монета 1931 года с полностью удвоенной гуртовой насечкой) встречаются экземпляры, имеющие местами, а, иногда и по всей окружности, удвоенное количество рубчиков на гурте. Такой брак не мог возникнуть при чеканке в рифлёном кольце, т.к. количество рифлений в нём постоянно, а мог появиться только в процессе гуртопечатания, что однозначно говорит о том, что в указанное время могли применяться обе технологии нанесения гуртового рифления. Монет с подобным бра¬ком, датированных позднее 1932 года, автор не встречал. На возможность применения такого способа нанесения гуртовой насечки в середине 1930-х годов косвенно указывает существование пробных экземпляров 15 копеечной монеты 1938 и 20-копеечных 1936 и 1937 годов с гладким гуртом, что исключает их чеканку в рифлёном кольце.
После отбраковки кружки, готовые к чеканке, попадают в накопитель, а оттуда по транспортерной системе, расположенной вдоль линий прессов, автоматически поступают в бункер - питатель каждого пресса. Питатель складывает кружки в столбик на столе чеканочного пресса.
Чеканка. Специальное устройство захватывает кружок и подает его в печатное кольцо. Внутренний диаметр кольца соответствует диаметру будущей монеты. К лежащему в кольце кружку сверху и снизу подходят штемпеля лицевой и оборотной сторон монеты и усилием до 100 тонн сжимают кружок, образуя на нем изображения. При сжатии кружок раздается по окружности, заполняя промежутки между зубчиками кольца, благодаря чему гурт монеты становится рубчатым. Если монета чеканится в гладком печатном кольце, она получает хорошо оформленный гладкий гурт, видимый с торца, как ровный прямоугольник. Готовая монета автоматически удаляется и на ее место поступает очередной кружок.
Встречаются экземпляры, имеющие насечку не по всей толщине кружка, а то и вовсе без рифления. Как правило, такие монеты имеют гурт неправильного профиля, имеющий с торца вид трапеции, что указывает на чеканку полностью или частично вне печатного кольца. Некоторые монеты, имеющие насечку по всей толщине, имеют по окружности ложбинку, незаполненную металлом. Это свидетельствует о недостаточном усилии чеканочного пресса или о меньшей толщине заготовки, в результате чего при чеканке «текущий» металл не полностью заполняет пустоты между рифами кольца. Особенно много таких экземпляров среди монет конца 1980-х - начала 1990-х годов. Происхождение экземпляров конца 1970-х - начала 1980-х годов с хорошо оформленным гладким гуртом неизвестно. Не исключена их чеканка по технологии с применением гуртопечатания, но по каким-то причинам, миновавшим эту технологическую операцию.
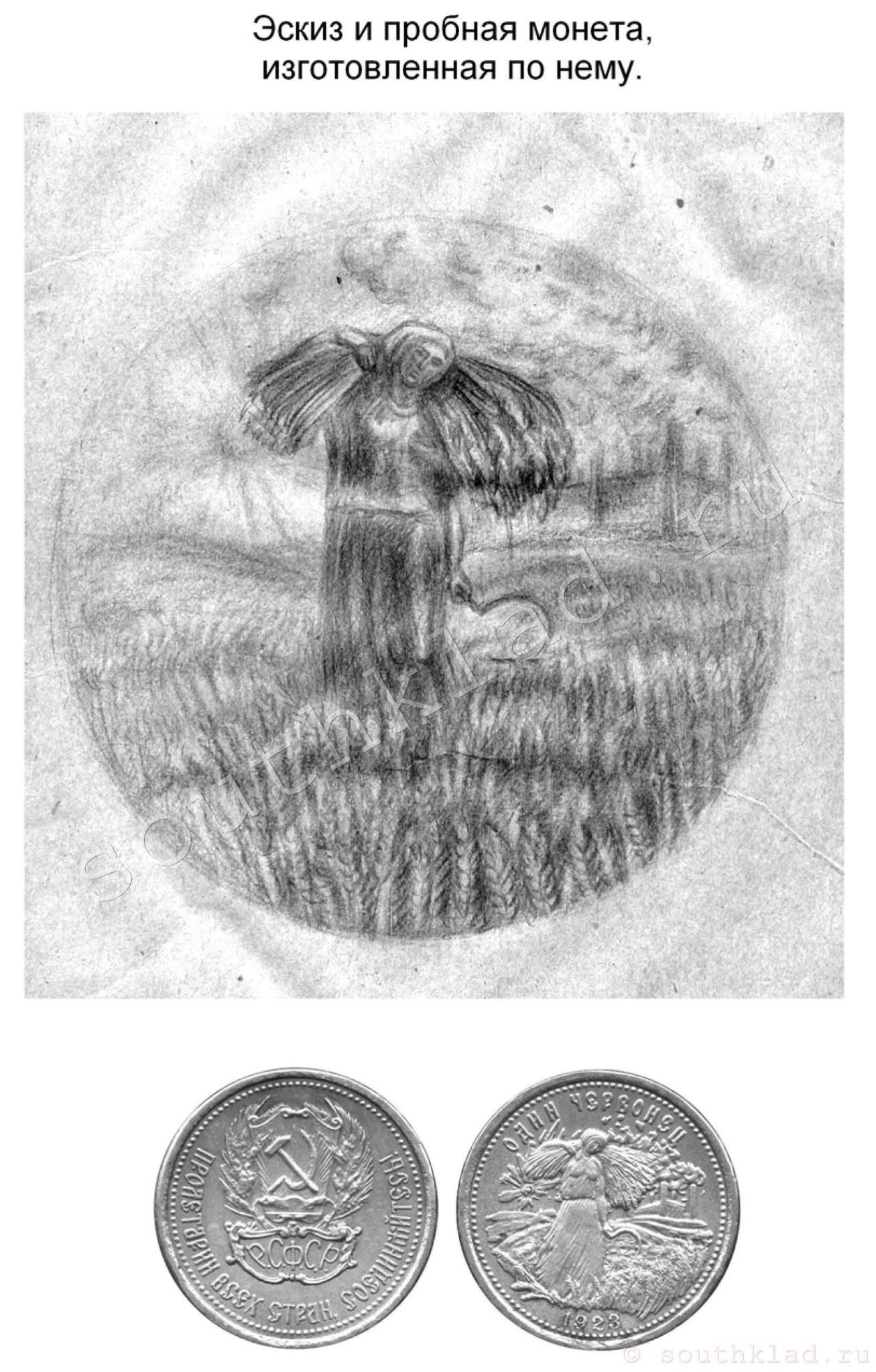
На фото показан один из эскизов к оборотной стороне червонца 1923 года и пробная монета, изготовленная по этому эскизу. Эта пробная монета к массовой чеканке утверждена не была. Публикуется впервые с разрешения владельца
Использованы материалы статей:
1. Д.И. Мошнягин, Н.Я Дашевский. «Разновидности монет советского чекана». Сборник «Советский коллекционер №5». М. «Связь». 1967.
2. И.С. Семёнов. «Разновидности советских монет по гуртам». Сборник «Советский коллекционер №19». М. «Связь». 1981.


